Date | 2016/10/07
Moldex3D R14.0針對熱流道系統模擬量身打造的解決方案──熱流道穩態分析(Hot Runner Steady, HRS),可支援複雜熱流道和進階熱流道模組的快速分析,並協助使用者優化多模穴的熱流道設計,評估該熱流道系統的流動行為,例如流率及流動平衡比。熱流道穩態分析不需模擬模穴內流動,即可提升疊代計算效率,達到改善熱流道設計的目的,因此可大幅減少分析時間。以下將深入說明如何應用熱流道穩態分析。
應用一:在不須模擬模穴的情況下,使用熱流道穩態分析優化熱流道設計:
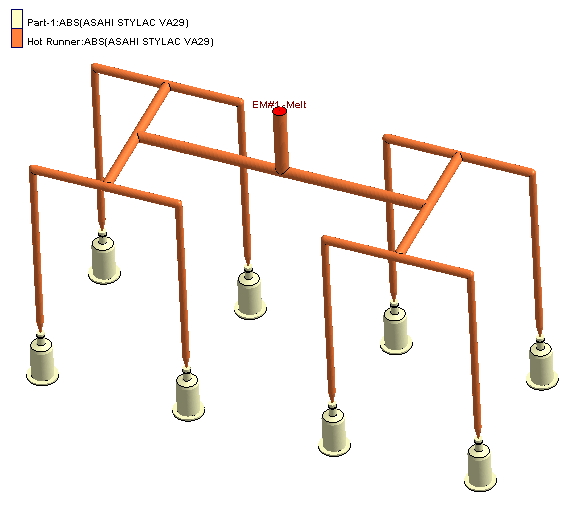
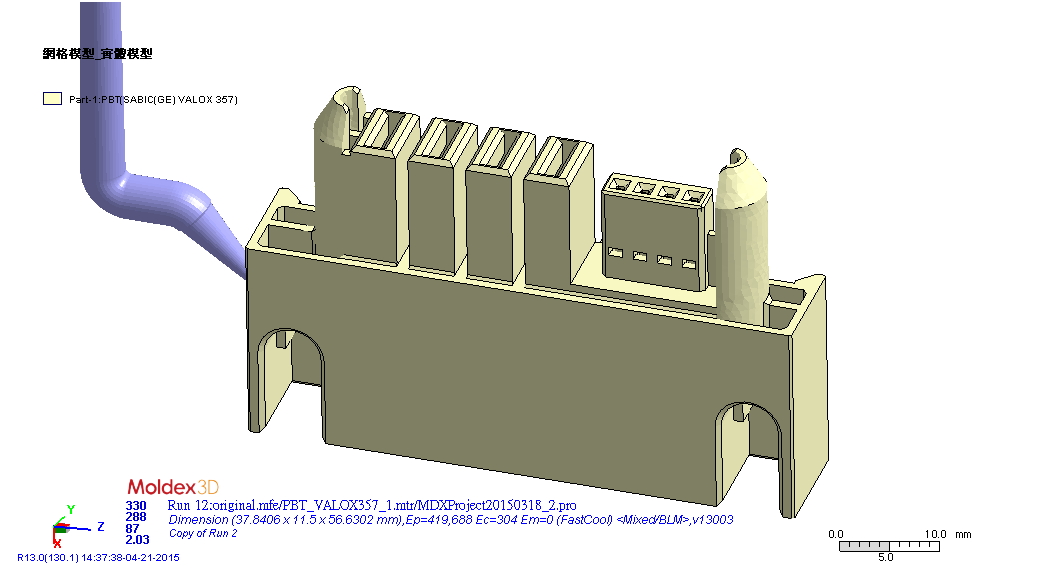
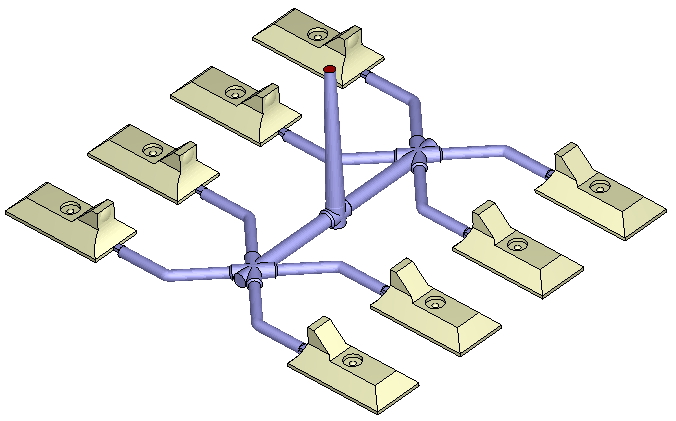
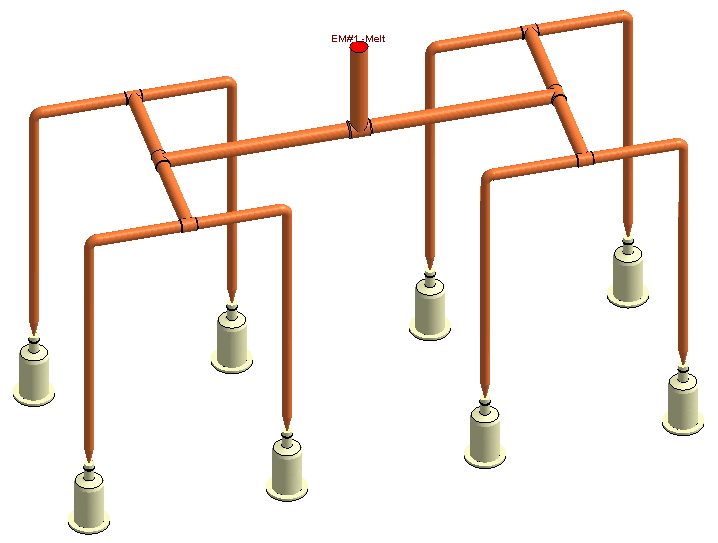
步驟1. 新增射出成形專案,網格模型必須含有進澆口、模穴與熱流道。雖然熱流道穩態分析會忽略模穴的計算,但使用者仍必須在專案中提供模穴。
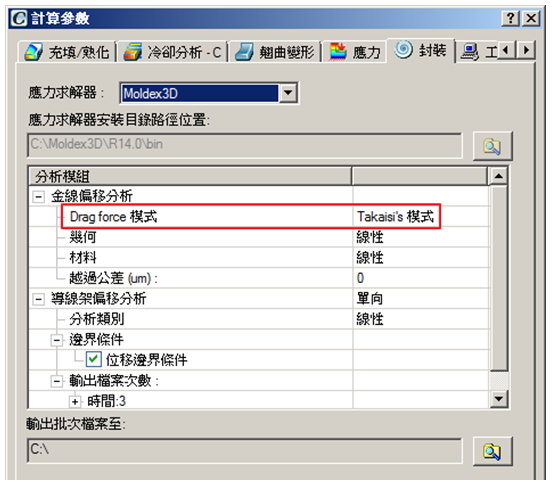
註:使用者必須擁有進階熱流道模組的授權,才可在計算參數內設置熱流道穩態功能與啟動相關計算
步驟 2. 在計算參數內的熱流道穩態分析下指定入料口流率、收斂精度及各澆口壓力。
註: 在CAE模式下,入料口流率的預設值為模穴體積除以填充時間;在機台模式下,入料口流率的預設值則為模穴體積除以行程時間。
註:熱流道澆口壓力代表該澆口所受到的外部流動阻力(預設為0MPa),建議使用者可先試行一組單模穴分析(不需包含流道系統,只需指定進澆口),取得澆口壓力結果後代入熱流道穩態分析的澆口壓力設定。這種做法可獲得更精確的預測,並節省分析時間。

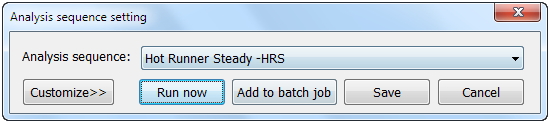
步驟3. 於分析順序設定內選擇熱流道穩態分析,開始分析。

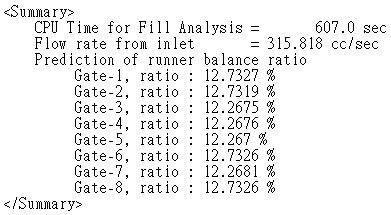
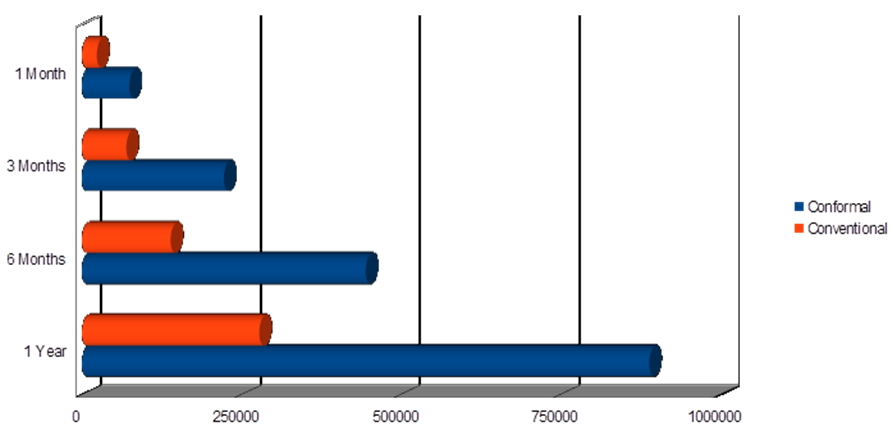
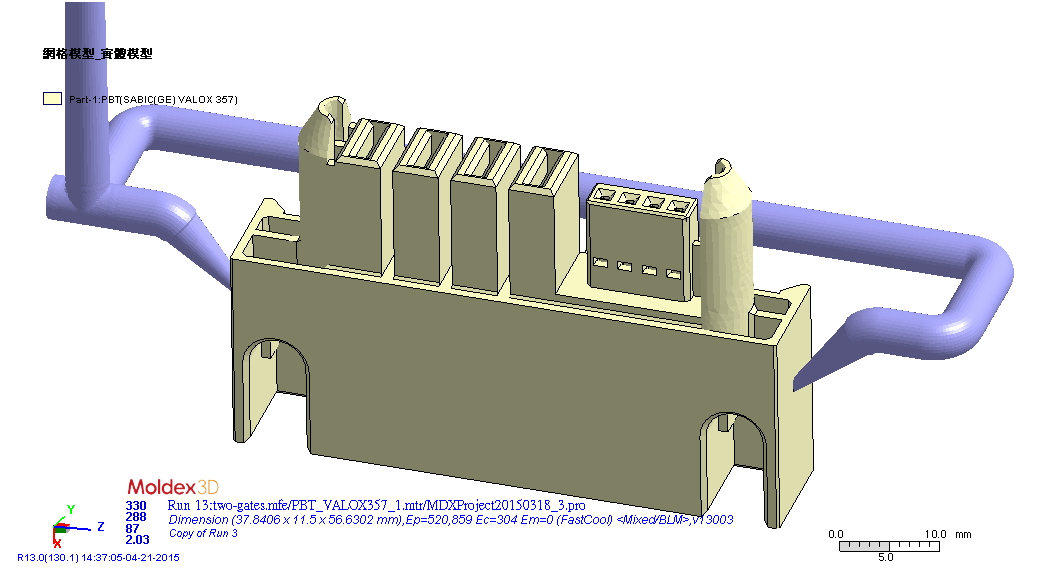
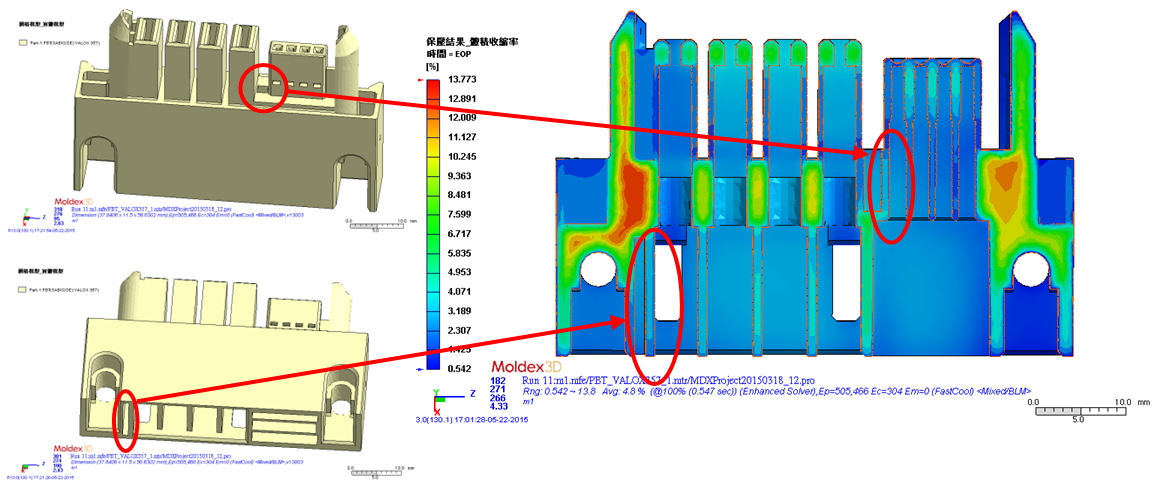
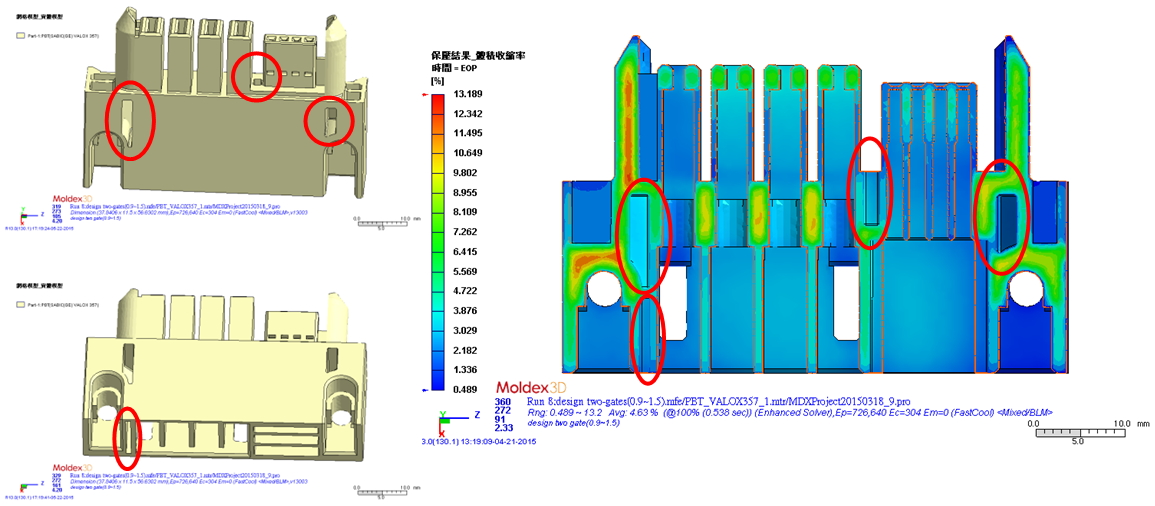
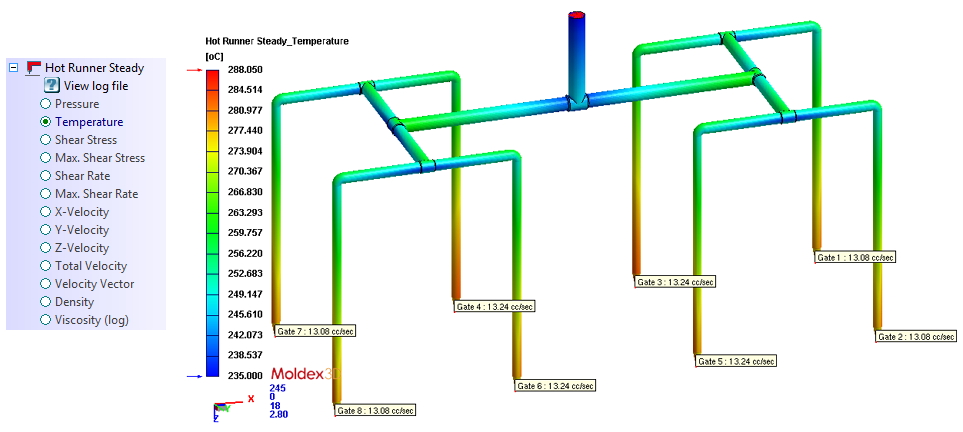
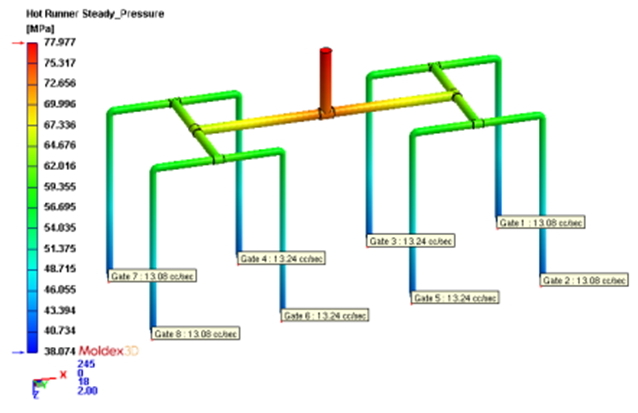
步驟4. 開啟熱流道穩態結果記錄檔,檢查各澆口流率與流動平衡比,根據這兩項結果進一步修改熱流道幾何與配置,例如更改特定區域熱流道直徑或流道長度,以獲得更為平衡的流動。
註:熱流道穩態分析提供多種分析結果,對於此做法來說,較為關鍵的結果是流率與流動平衡比
步驟5. 修改熱流道設計後重複步驟1至4。
 |
 |
|
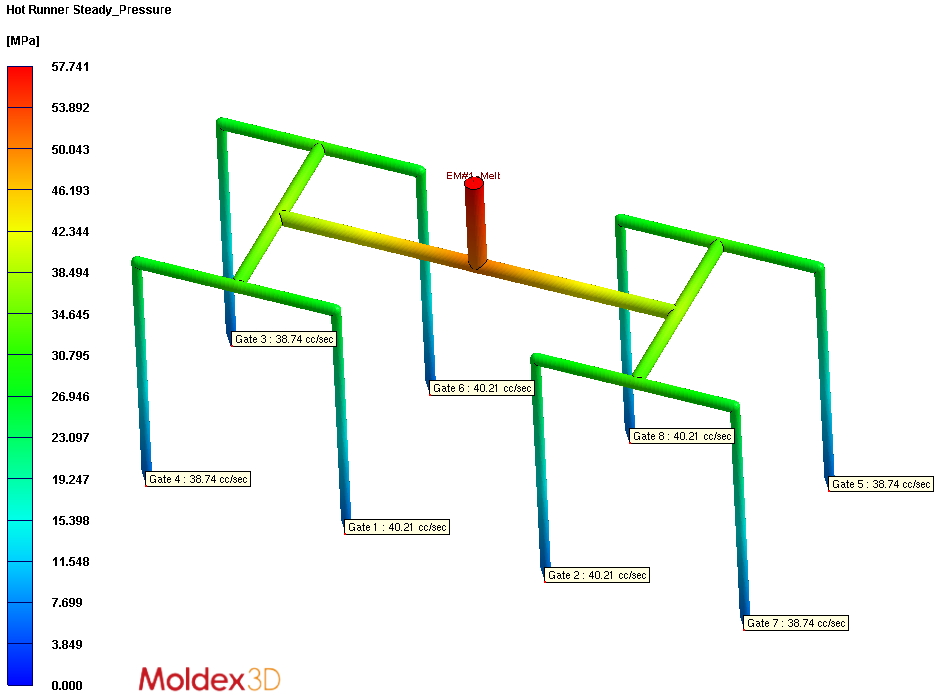
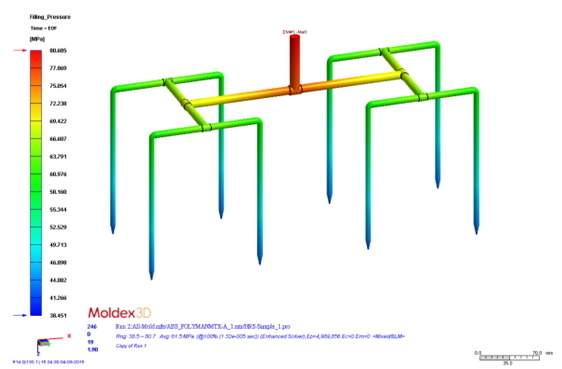
| 流動平衡比 | 壓力分佈 |
應用二:熱流道穩態分析後,接續執行充填分析,以得到更真實熱流道資訊
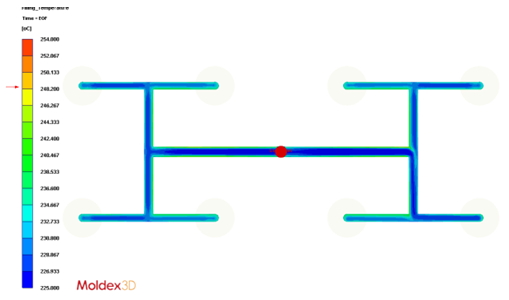
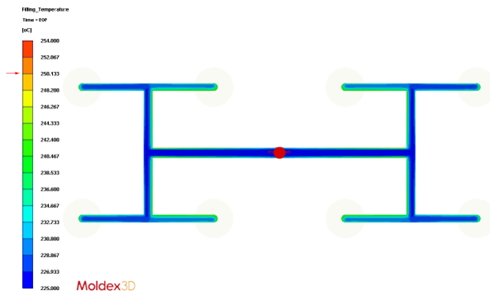
不同於充填分析,熱流道穩態分析考慮數次射出(直到平衡)後所累積的剪切生熱效應,例如不均勻/對稱熱流道溫度分佈。因此若在熱流道穩態分析後接續充填分析,可取得更準確的熱流道初始訊息,會比以往的充填分析來得精準。以下為具體操作流程:
步驟1. 重複上述步驟1與步驟2,新增並設定專案

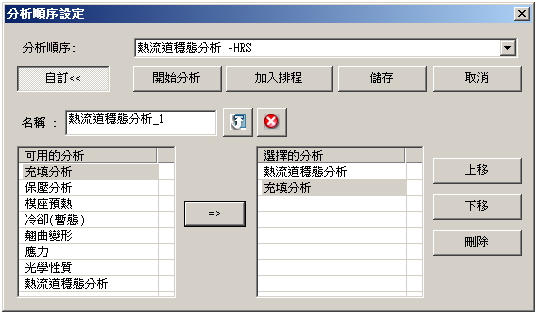
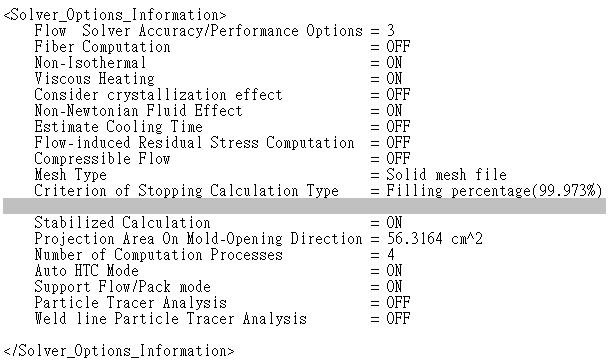
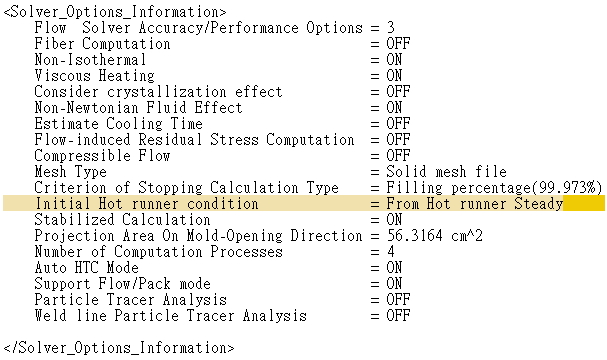
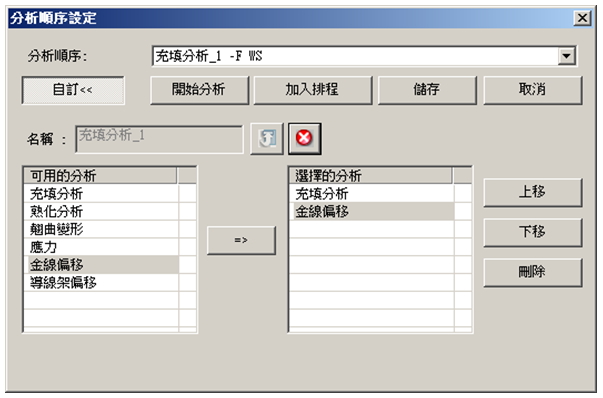
步驟2. 分析順序設定為先進行熱流道穩態分析,接著執行充填分析
註:此分析順序需手動自訂,可參照下圖設定:
步驟3. 計算完成後查看流動分析結果。
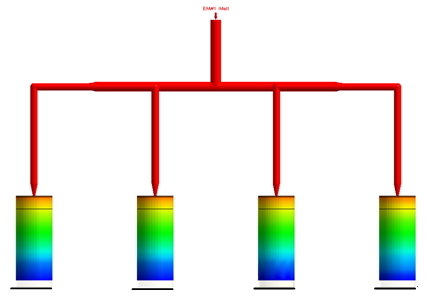
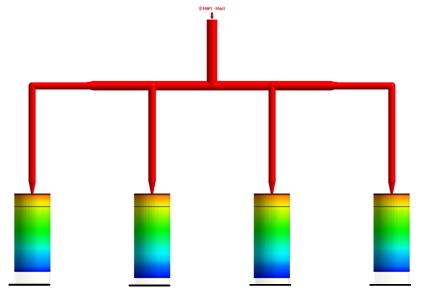
註:比較溫度、流動波前時間結果和充填結果紀錄檔,可觀察出在熱流道穩態分析─充填分析的差異
| 充填分析 | 熱流道穩態分析-充填分析 | |
| 充填結果紀錄檔(若有從熱流道穩態分析接收初始熱流道資訊會在此顯示) | ||
 |
 |
|
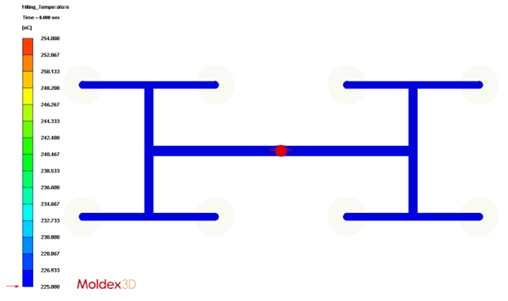
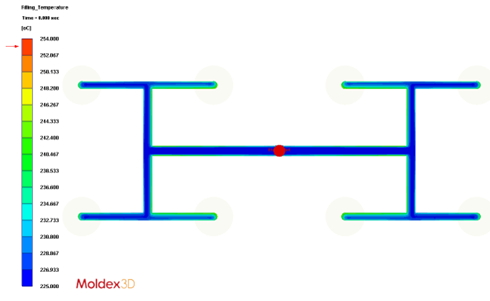
| 初始充填溫度 | ||
 |
 |
|
| 初始熱流道溫度是均勻且呈對稱分布 | 初始熱流道分布是非均勻且非對稱分布 | |
| 充填結束後的溫度分布 | ||
 |
 |
|
| 流動波前時間 | ||
 |
 |
|
| 平衡的流動行為 | 分析結果顯示出不平衡的充填行為 | |




























 新竹,台灣—2016年12月21日—全球塑膠模流分析解決方案領導品牌科盛科技(Moldex3D) 今(2016)年度上市的最新版軟體Moldex3D R14.0,獲得「第25屆台灣精品獎」的殊榮。科盛科技執行長張榮語博士表示:「Moldex3D不斷投注研發能量、提供創新的模流分析技術,以符合產業最新趨勢和需求;榮獲此獎項無疑是對科盛核心價值最大的肯定!」
新竹,台灣—2016年12月21日—全球塑膠模流分析解決方案領導品牌科盛科技(Moldex3D) 今(2016)年度上市的最新版軟體Moldex3D R14.0,獲得「第25屆台灣精品獎」的殊榮。科盛科技執行長張榮語博士表示:「Moldex3D不斷投注研發能量、提供創新的模流分析技術,以符合產業最新趨勢和需求;榮獲此獎項無疑是對科盛核心價值最大的肯定!」