Date | 2017/04/25
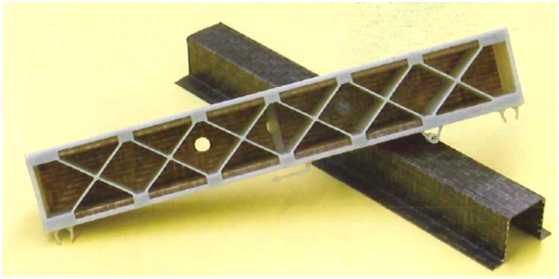
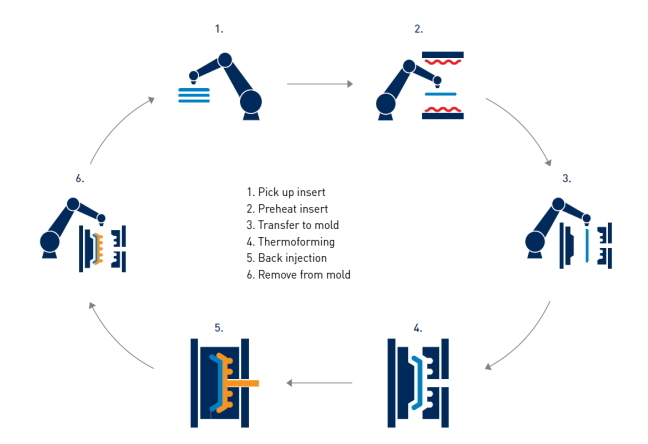
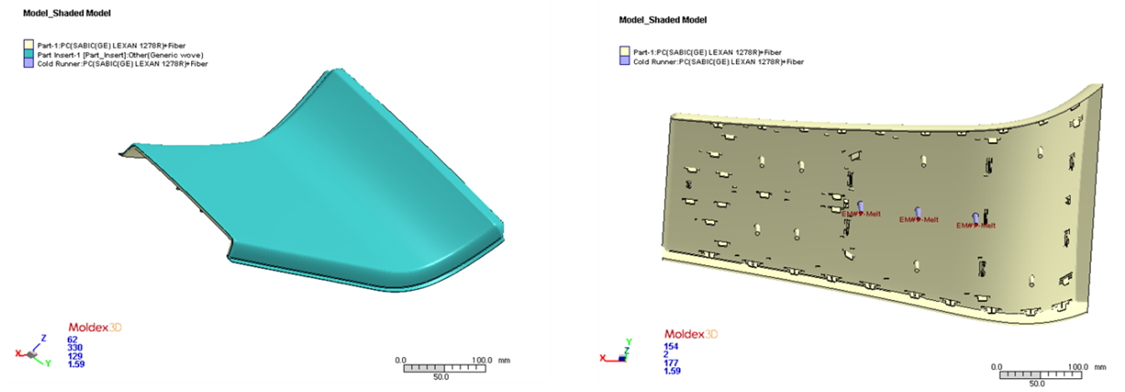
樹脂轉注成型(Resin Transfer Molding, RTM)是纖維補強材料(Fiber-reinforced plastics, FRP)製造方法的其中一種。FRP是高分子基材透過纖維補強的複合材料,其產品因為高強度和剛性,已被廣泛用於航空和汽車產業。樹脂轉注成型的基本製程為:首先將纖維布放入模穴,再將熱固性樹脂注入模穴中。
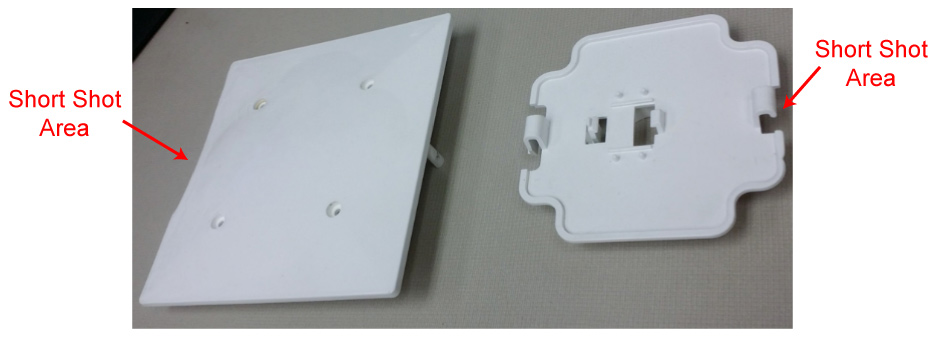
樹脂轉注成型製程最大的挑戰是選擇入口和通風位置,以避免流動不平衡現象。由於纖維布內非等向性之滲透率和流體黏度會隨時間增加,若缺乏3D模擬工具,將無法準確預測複雜的樹脂充填行為。此外排(抽/逃)氣是在RTM製程的也是一個重要影響因素。在充填階段,樹脂從入口充填到排氣邊界,不同的排氣邊界長度將造成不同的流動行為。Moldex3D樹脂轉注成型模組(RTM)可以輔助使用者在產品試模和模具製造前預測RTM製程中的流動行為,並藉此修改及優化產品設計。
Moldex3D樹脂轉注成型模組支援樹脂產品的製程模擬,透過充填/熟化的分析,使用者可以更容易評估決定適合的生產條件;此外並提供操作簡易的精靈工具和後處理器,可幫助進行早期缺陷診斷和設計修改。
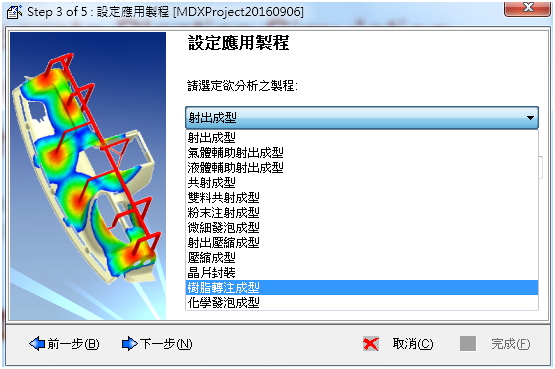
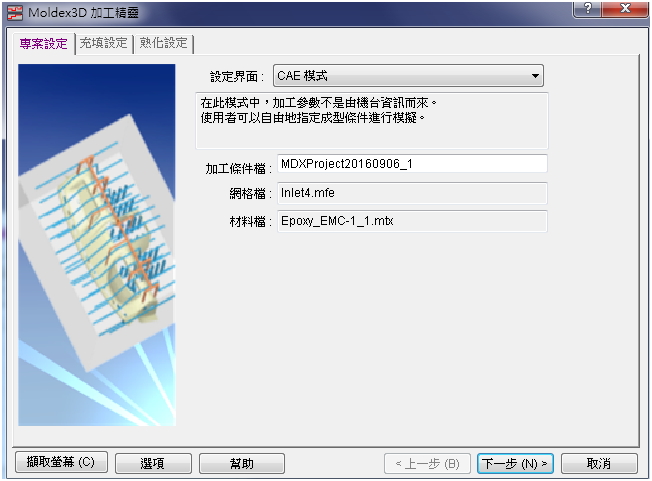
步驟1: 建立新專案並點選3D實體分析引擎,在設定應用製程中,選擇樹脂轉注成型。
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-1-ch]()
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-2-ch]()
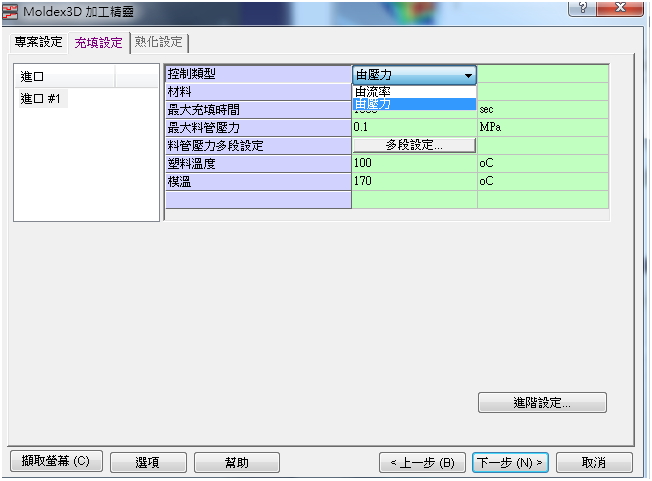
步驟 2: 充填設定:
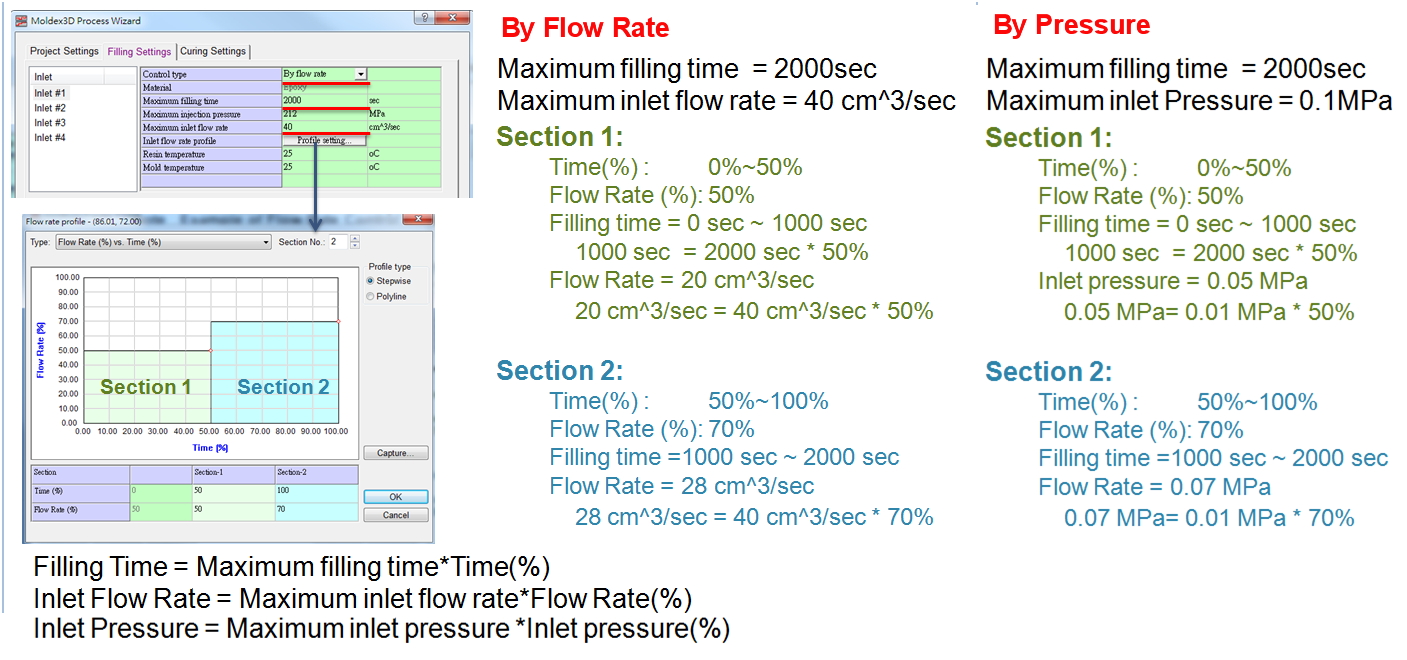
與射出成型的充填過程是由充填時間來控制不同,樹脂轉注成型的充填過程則是由流率和壓力控制。樹脂轉注成型分析支援兩種類型的充填設定:由流率和由壓力。
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-3-ch]()
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-4-ch]()
- 流率控制:使用最大入口流率,和在多段設定裡分配流率的多段設定。
- 壓力控制:在多段設定裡利用最大入口壓力和壓力分佈進行壓力設定。
此外,使用者還可調整充填過程中的塑料溫度、模具的溫度分佈。例如,最大充填時間是指計算器終止充填分析的時間點。
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-5]()
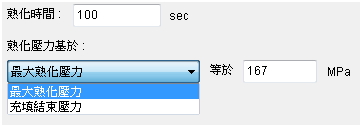
步驟 3: 熟化設定:
在熟化設定選項,使用者可以指定熟化切換時間和壓力。
當已經達到最大充填時間(充填設定)或模穴已完全填滿,分析將會從充填切換成熟化。此外,使用者還可選擇以充填體積或充填時間去指定熟化切換時間點。若選擇體積充填(%),熟化切換會在模穴達到使用者定義充填百分比時;若選擇充填時間(秒),熟化切換則會發生在使用者定義的充填時間。
當達到設定的熟化時間,熟化分析就會終止。熟化壓力則是經由參考壓力和壓力分佈進行控制。選擇參考熟化的壓力則是取決於充填結束壓力或最大熟化壓力,並可在熟化壓力分佈多段設定選擇壓力曲線。
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-6-ch]()
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-7-ch]()
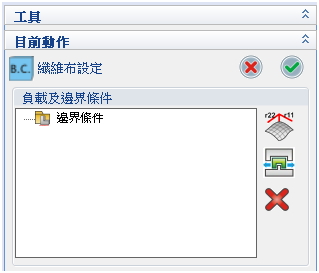
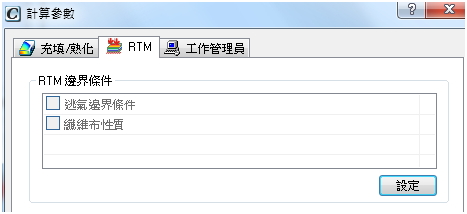
步驟 4: 在RTM標籤內點選RTM邊界條件下的設定,可開啟Designer工作區,設置逃氣邊界條件。設置完成後,RTM邊界條件下相關項目會被勾選。使用者可在工作區內定義逃氣邊界條件。
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-8-ch]()
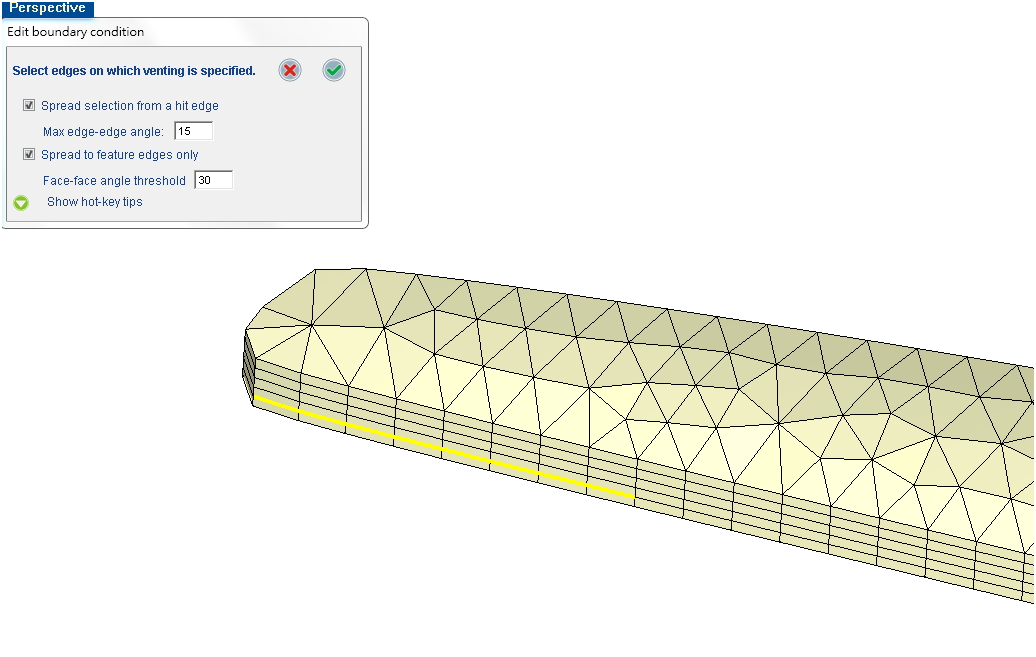
步驟 5: 在工作區中,點擊添加逃氣邊界條件(Venting BC)和選擇排氣BC的位置。被選擇的通氣位置附近的面會被定義成逃氣邊界 (Venting BC),設定完成後點選 ![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-9]() 。定義完排氣邊界並完成剩餘的專案設定後,使用者即可執行充填和熟化分析。
。定義完排氣邊界並完成剩餘的專案設定後,使用者即可執行充填和熟化分析。
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-10-ch]()
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-11]()
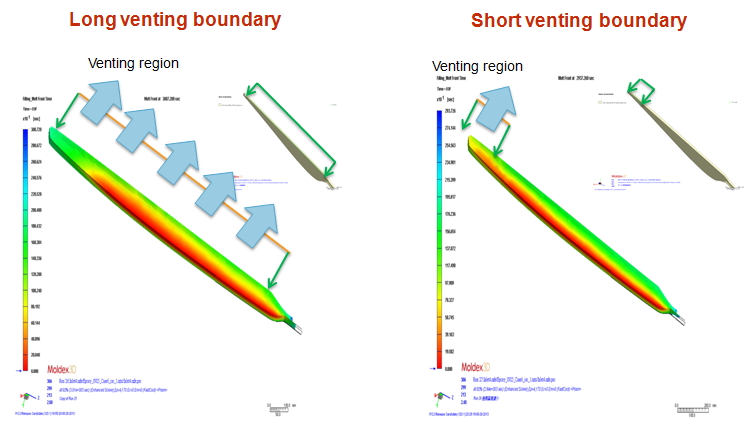
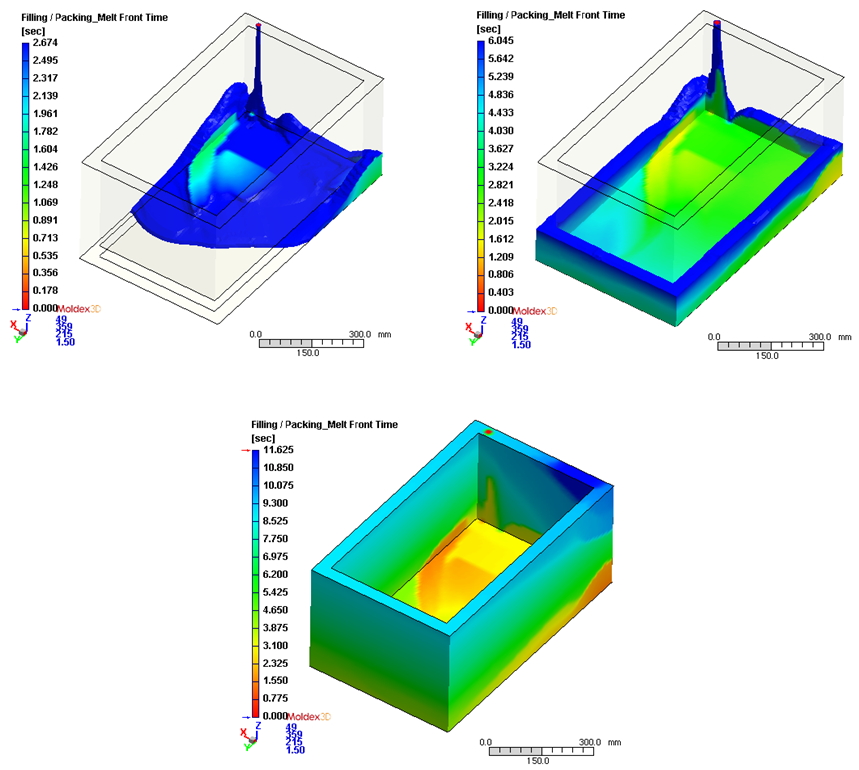
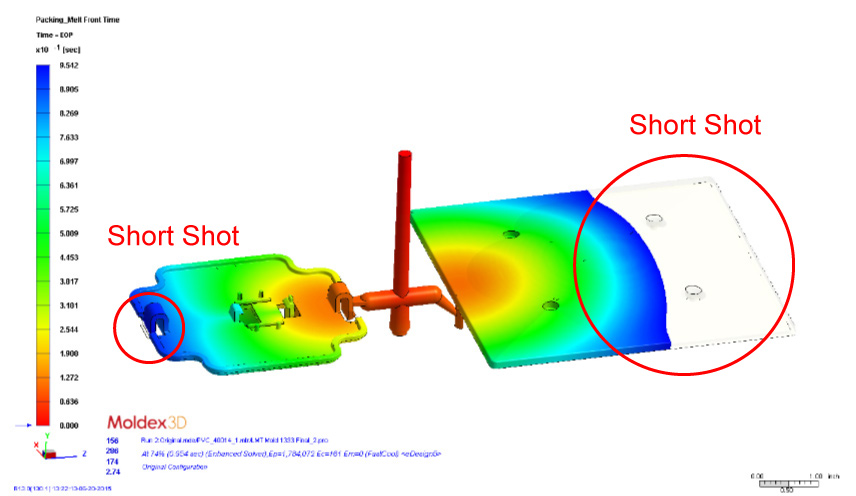
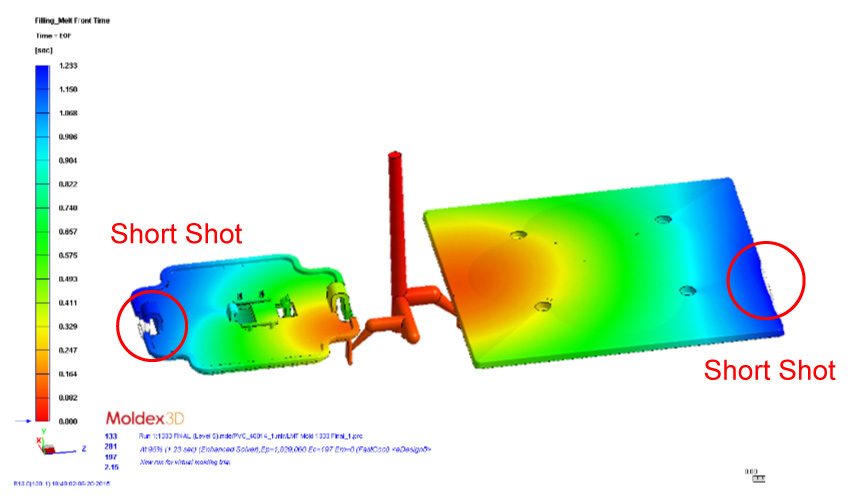
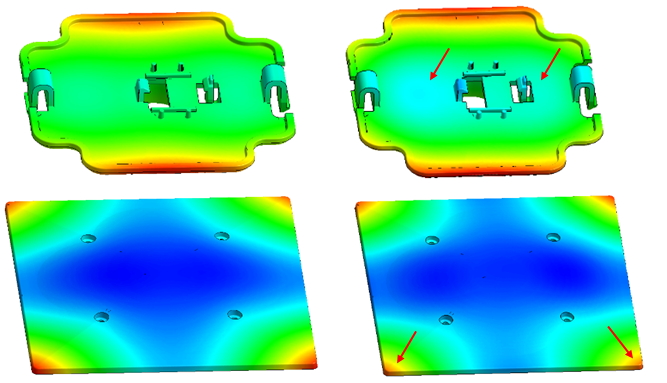
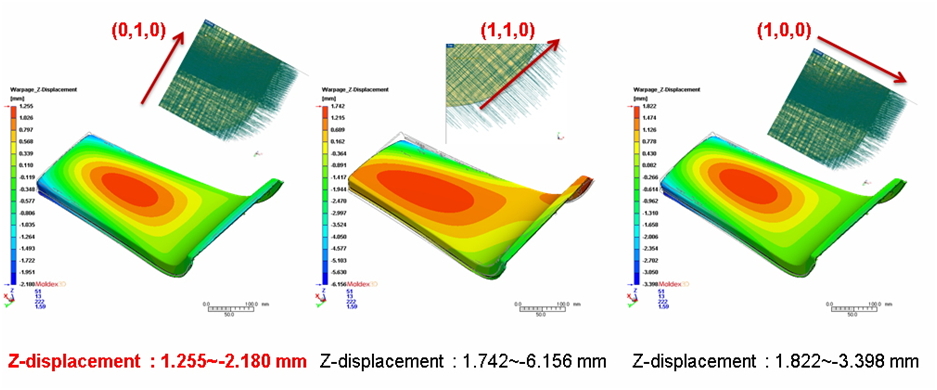
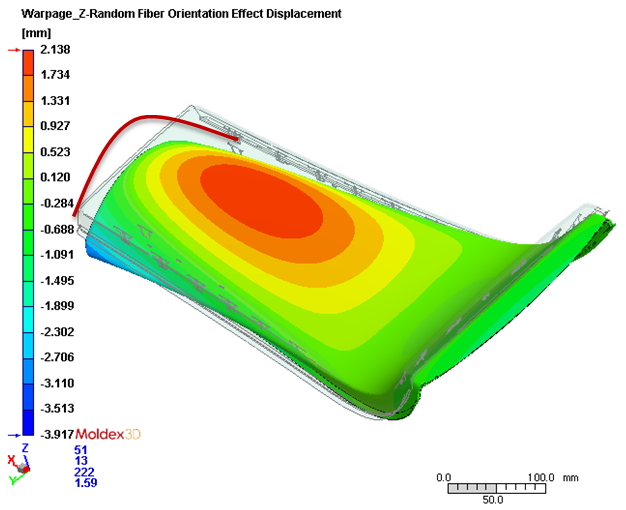
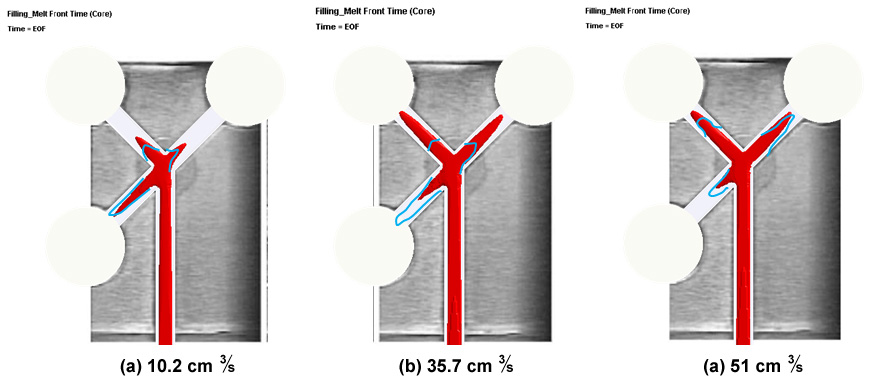
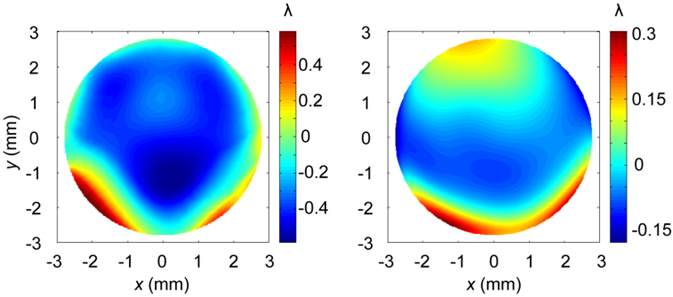
不同排氣邊界條件對流動行為的影響
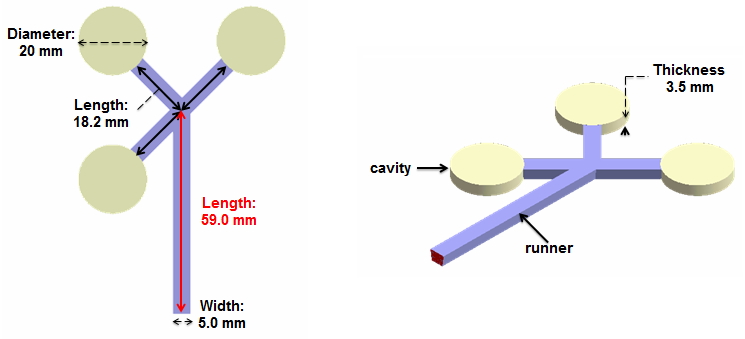
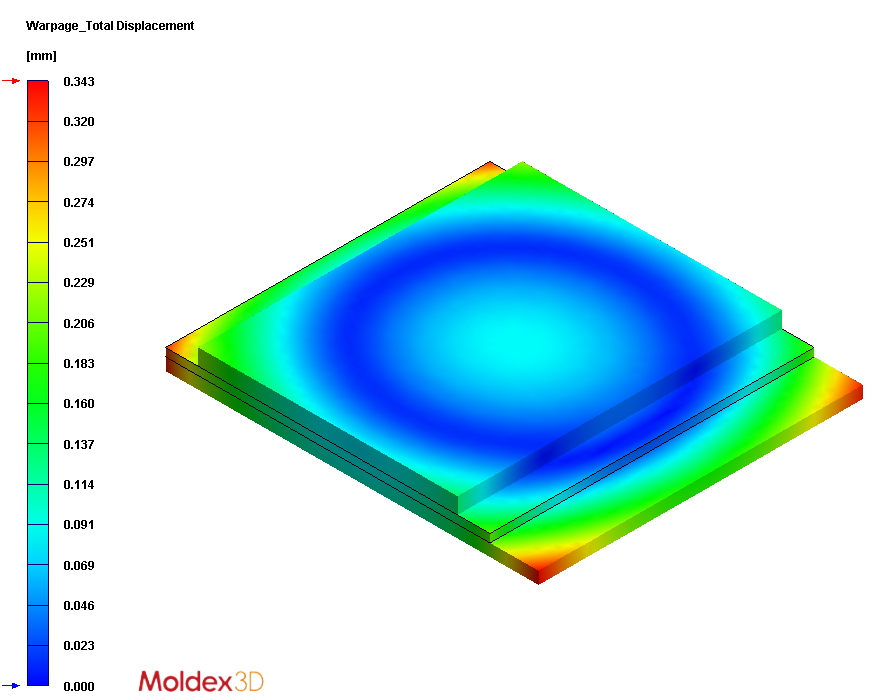
下圖呈現不同排氣邊界(venting boundary)長度的分析結果,二者產生不同的流動行為。
![predict-filling-behavior-in-resin-transfer-molding-through-simulation-tool-12]()





 ,接著在幾何缺陷表下點選啟動CADdoctor,在後續跳出的對話視窗點選是,程式會自動開啟CADdoctor並匯入幾何。
,接著在幾何缺陷表下點選啟動CADdoctor,在後續跳出的對話視窗點選是,程式會自動開啟CADdoctor並匯入幾何。











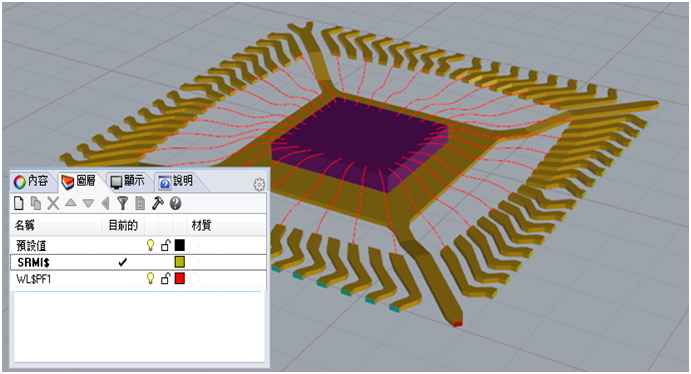
 Wire Material Setting,並按照提示欄顯示的訊息操作。
Wire Material Setting,並按照提示欄顯示的訊息操作。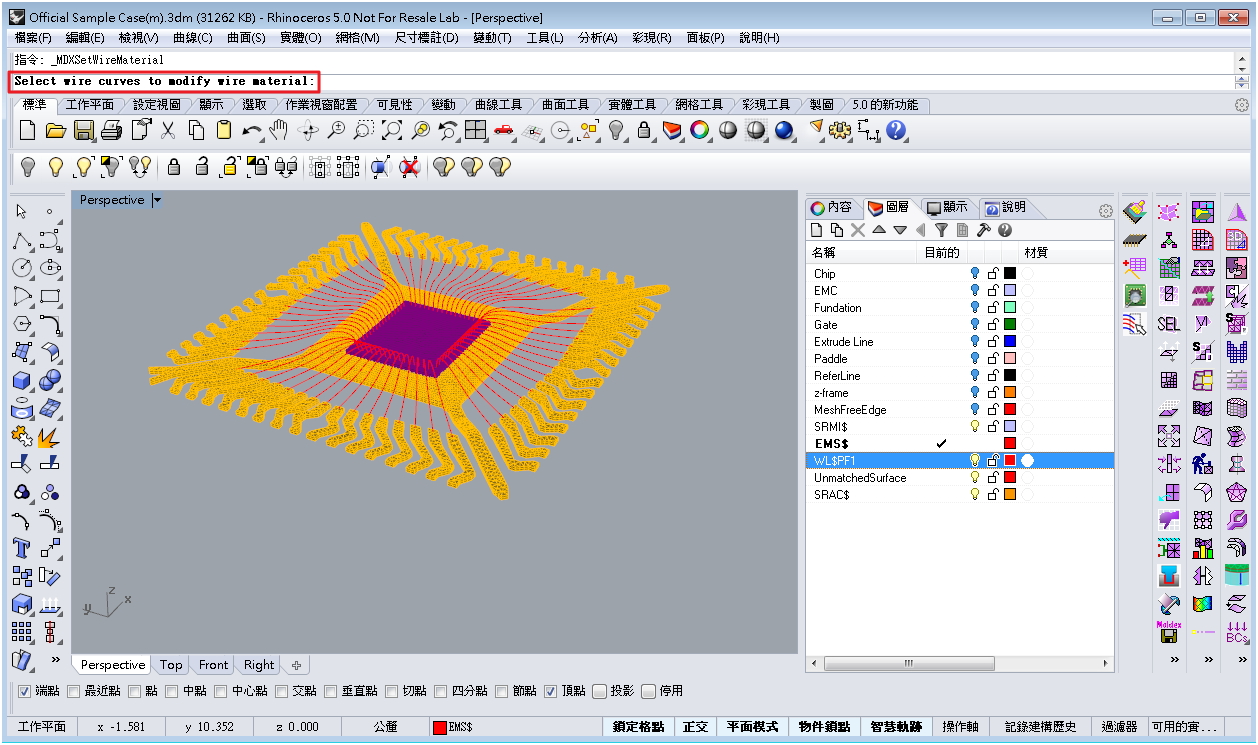

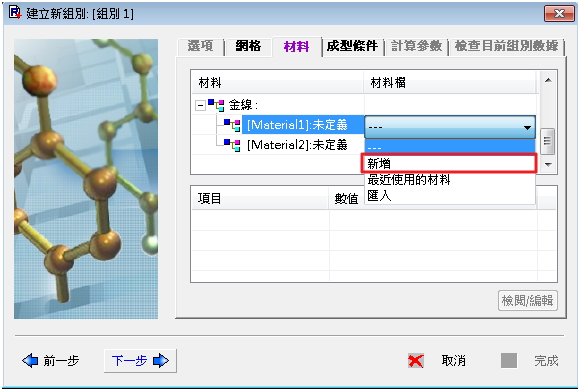














 建立材料性質(Create Property)後選取目標嵌件網格,指定性質名稱以及兩個主軸方向,展開參數選單即可編輯各軸向的機械性質參數與膨脹參數。
建立材料性質(Create Property)後選取目標嵌件網格,指定性質名稱以及兩個主軸方向,展開參數選單即可編輯各軸向的機械性質參數與膨脹參數。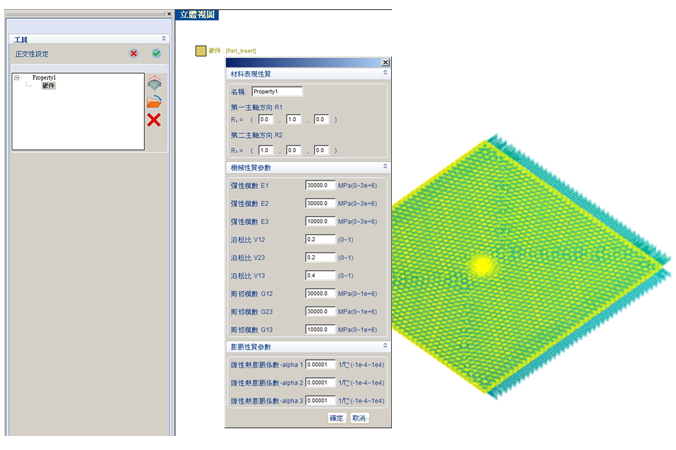
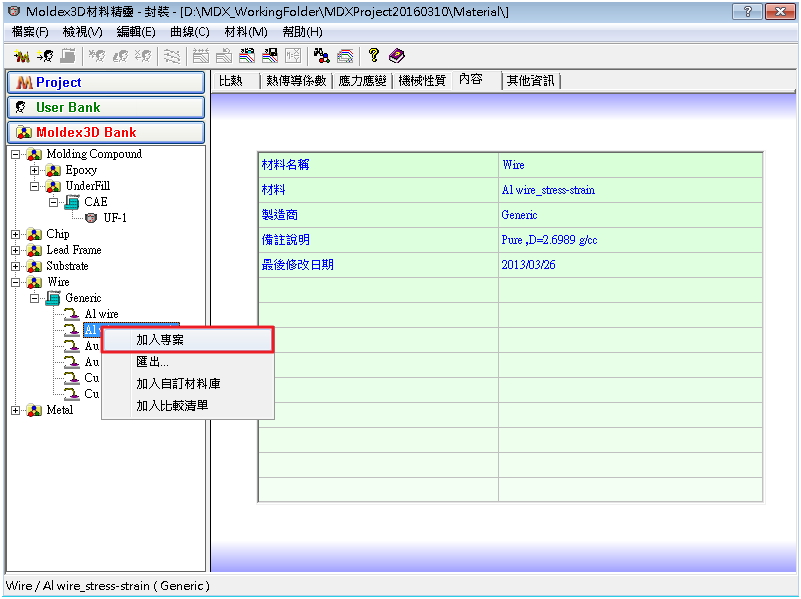
 匯入(Import property)匯入正交性材料數據,選擇材料檔及嵌件目標網格。
匯入(Import property)匯入正交性材料數據,選擇材料檔及嵌件目標網格。 刪除(Delete property)並選擇要刪去的Property項目,移除正交性材料數據。
刪除(Delete property)並選擇要刪去的Property項目,移除正交性材料數據。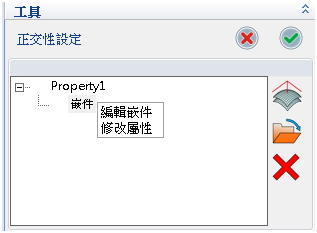
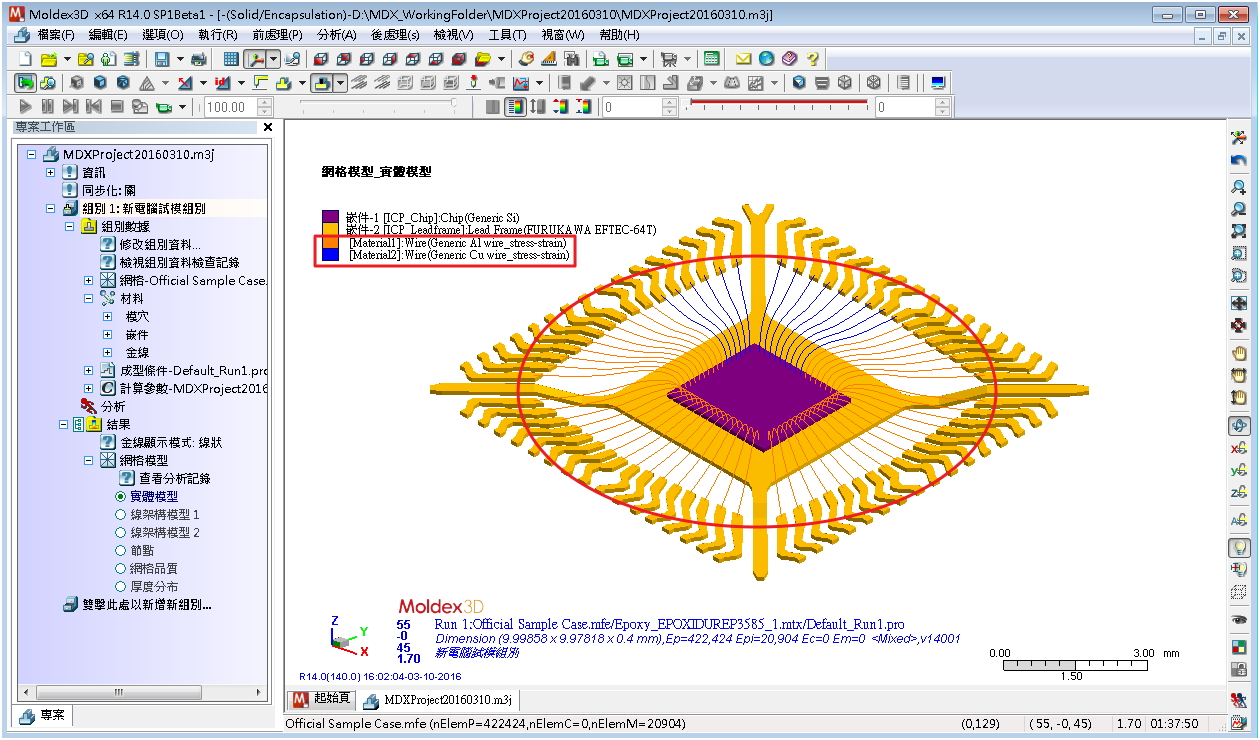
 回到專案設定。使用者自定義屬性將被勾選,點擊確認完成設定並開始分析。
回到專案設定。使用者自定義屬性將被勾選,點擊確認完成設定並開始分析。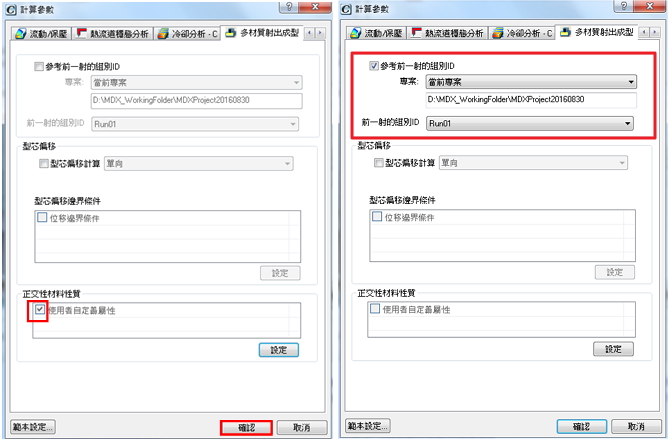








 。定義完排氣邊界並完成剩餘的專案設定後,使用者即可執行充填和熟化分析。
。定義完排氣邊界並完成剩餘的專案設定後,使用者即可執行充填和熟化分析。