Date | 2016/06/01
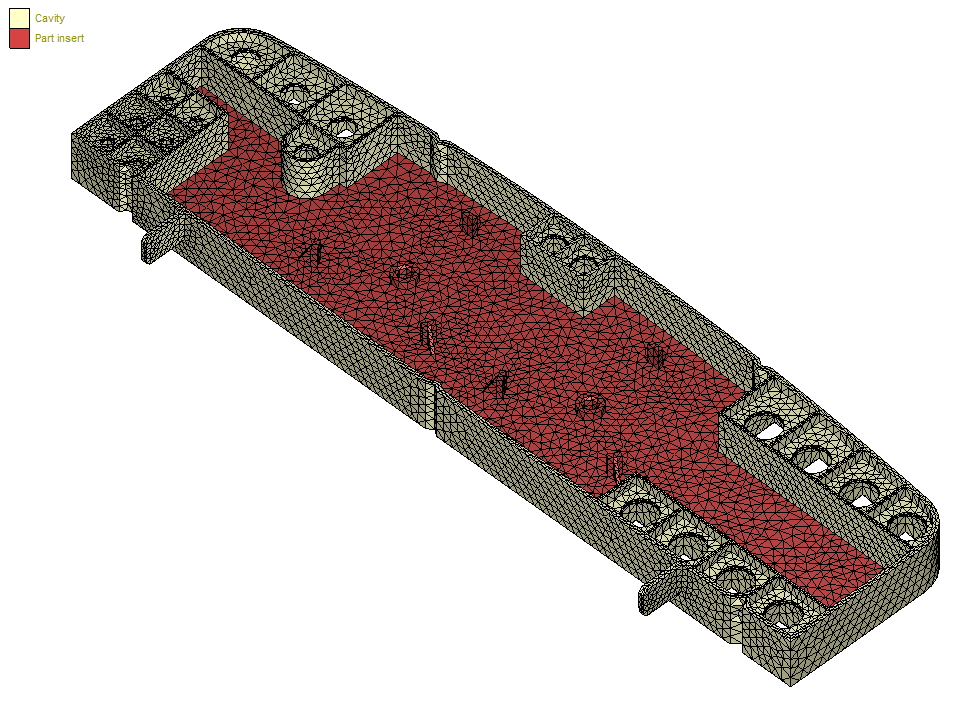
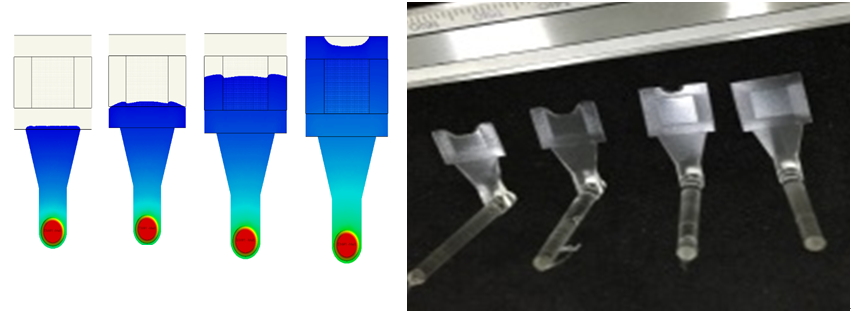
多材質射出(MCM)製程可快速結合金屬沖壓件、襯套、機電零件、過濾材料以及其他零件,經由適當擺放嵌件位置成為一塑材產品。Moldex3D可自動完成嵌件與塑件的網格前處理,來支援後續MCM分析的精確性。
為確保良好的分析品質,塑件與嵌件之間的接觸面網格須匹配一致。在R14版本,Moldex3D Designer BLM具備自動縫合接觸面網格能力,讓使用者節省相當多的網格處理時間。以下說明如何處理非匹配網格。
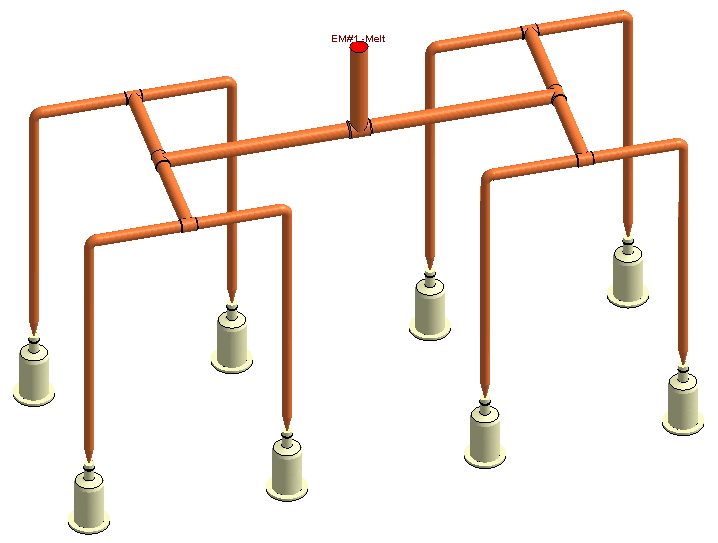
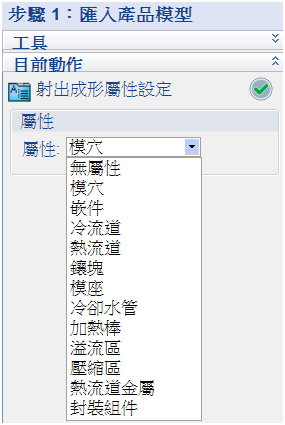
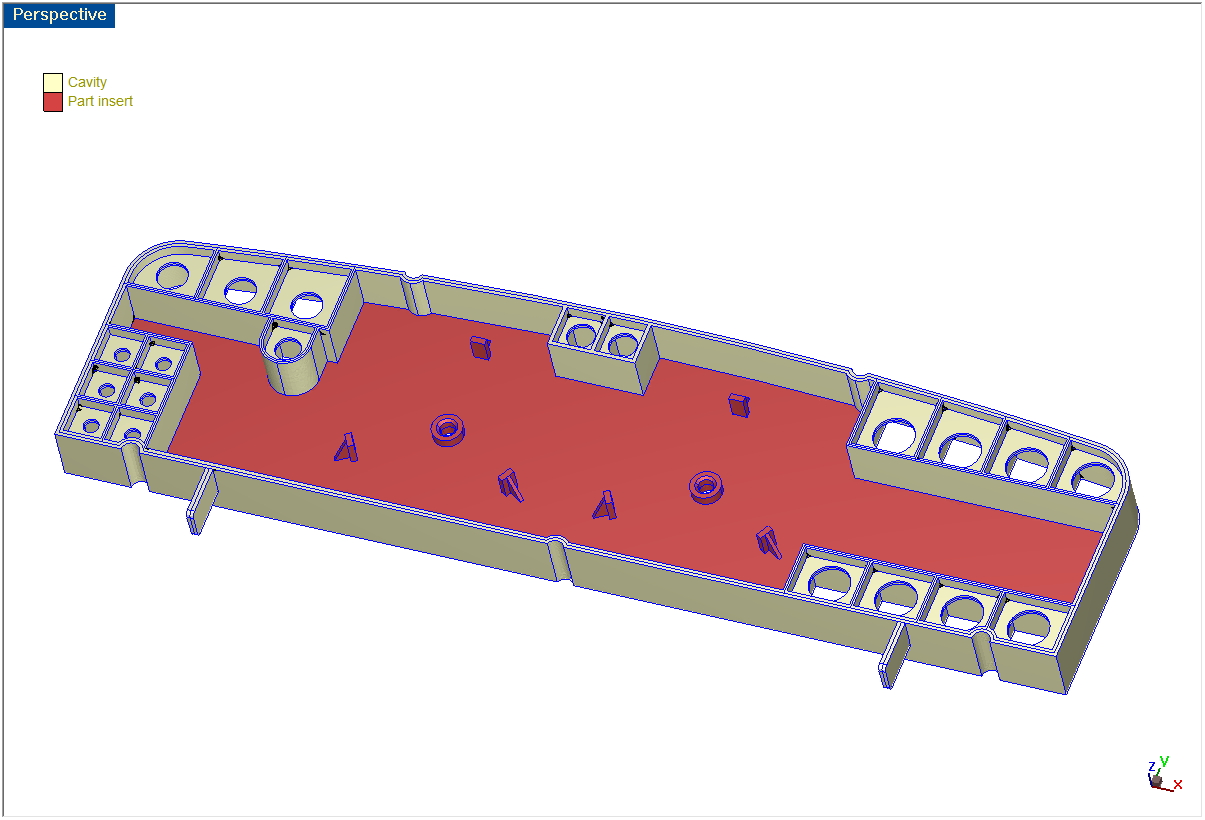
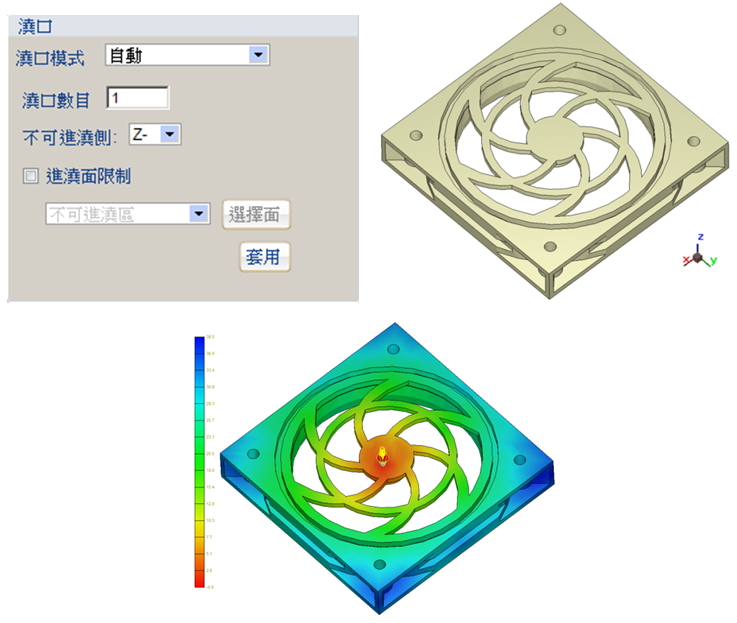
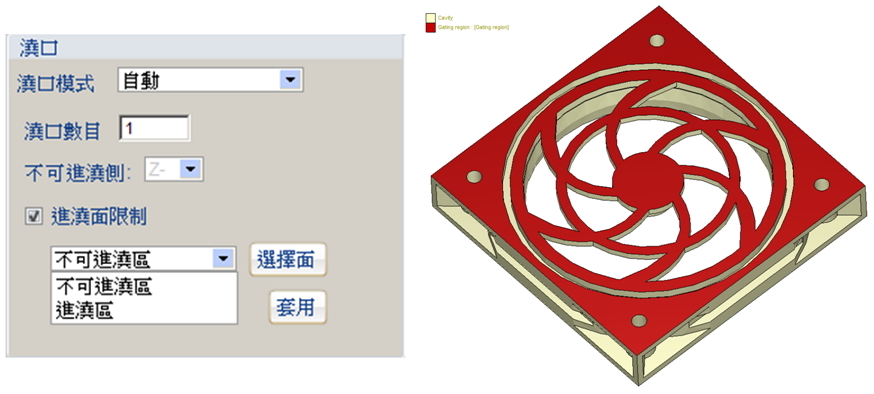
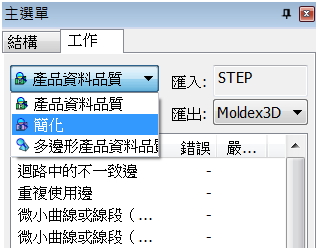
1. 首先在步驟1活頁下將模穴與嵌件幾何匯入Designer BLM,分別雙擊物件可指定物件屬性為塑件(以黃色顯示)或是嵌件(以紅色顯示)。接下來在步驟2與步驟3下可建構流道與冷卻系統;在步驟4下指定灑點密度與BLM相關參數設定。
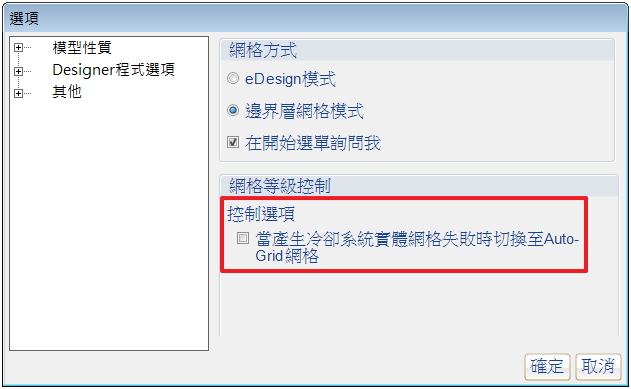
2. 在生成網格之前,必須至選項內的模型性質頁面,取消勾選當產生冷卻系統實體網格失敗時切換至Auto-Grid網格選項,如此可確保Designer BLM在塑件與嵌件之間的接觸面上生成匹配網格
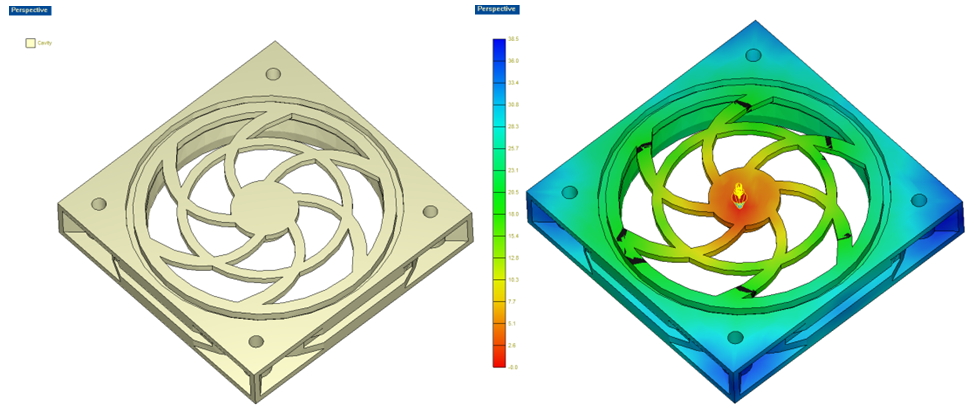
3. 點選  開始產生網格。Designer成功生成表面網格後,接觸面匹配功能會自動匹配接觸面上的網格。
開始產生網格。Designer成功生成表面網格後,接觸面匹配功能會自動匹配接觸面上的網格。
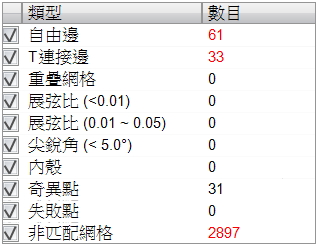
註1:若表面網格無重大瑕疵或是使用者沒有在網格程序內設置停頓點,點選生成後會自動完成所有網格生成。非匹配網格會以不同顏色顯示,以利使用者分辨匹配前後的差異。

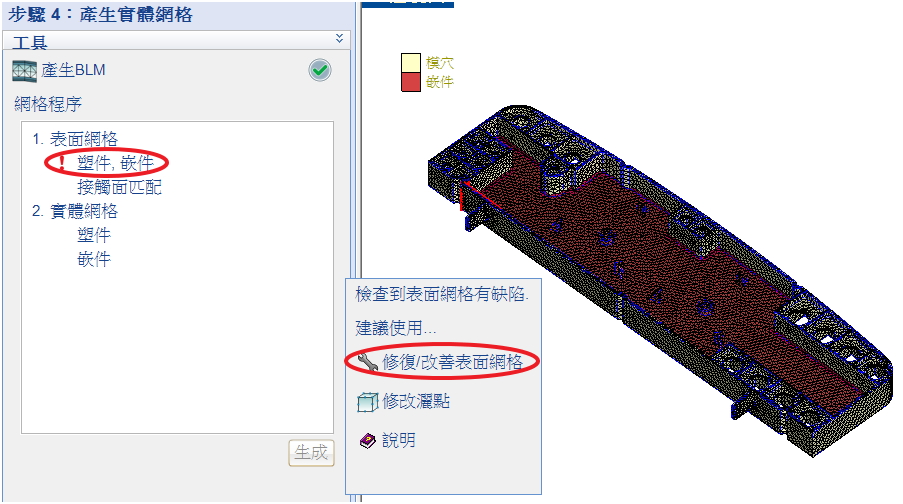
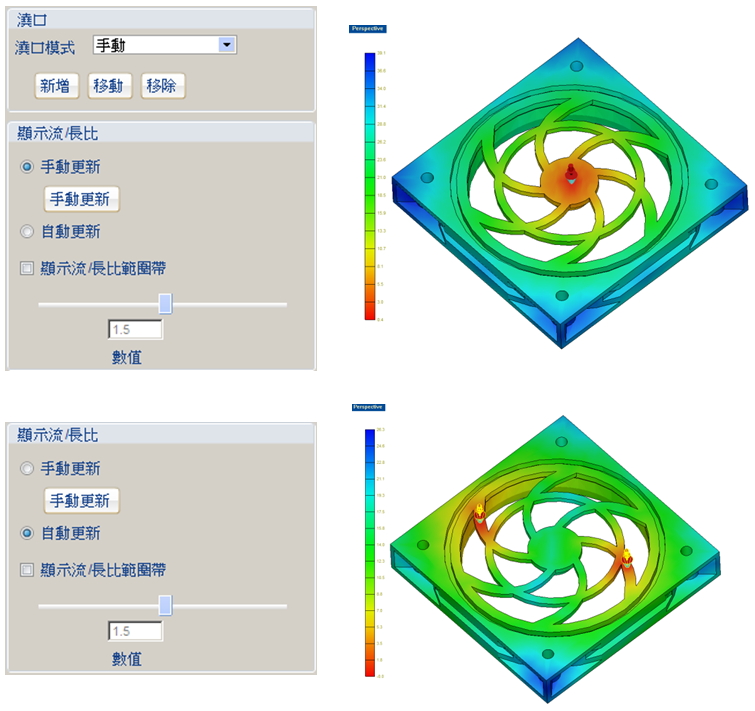
註2:當表面網格出現重大瑕疵,程式會停下詢問是否使用修復/改善表面網格下的工具手動修復網格,此時可在網格資訊檢視非匹配網格數量。使用者也可選擇不修復非匹配網格,留到下個步驟再由軟體自動修復。修復完重大網格瑕疵後,再次點選生成繼續網格生成。
4. 當接觸面網格都成功匹配後,即可完成步驟4的塑件與嵌件實體網格生成,並於步驟5輸出實體網格模型作為後續分析使用。













 完成設定。
完成設定。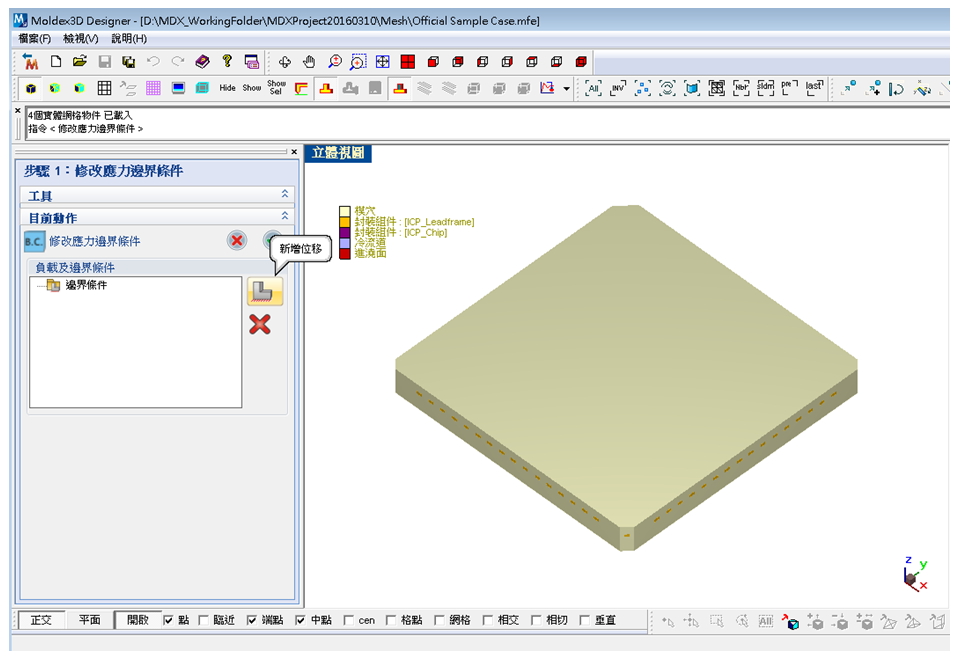

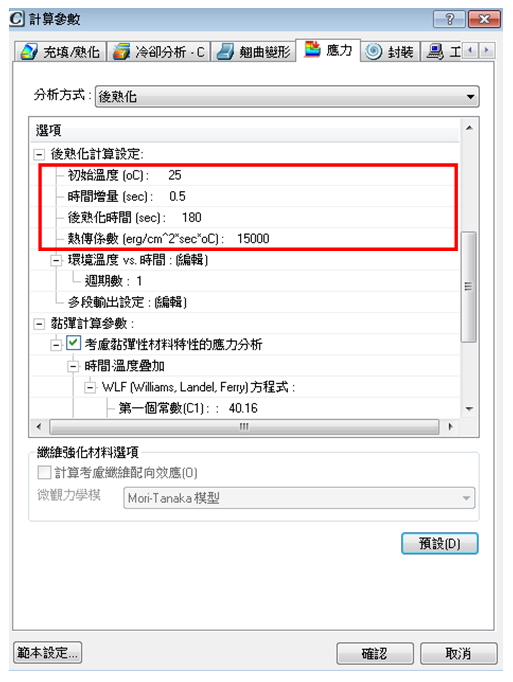
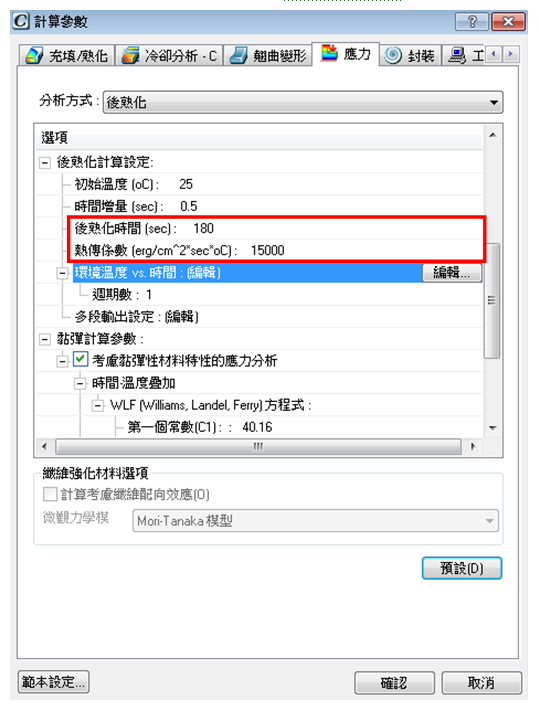

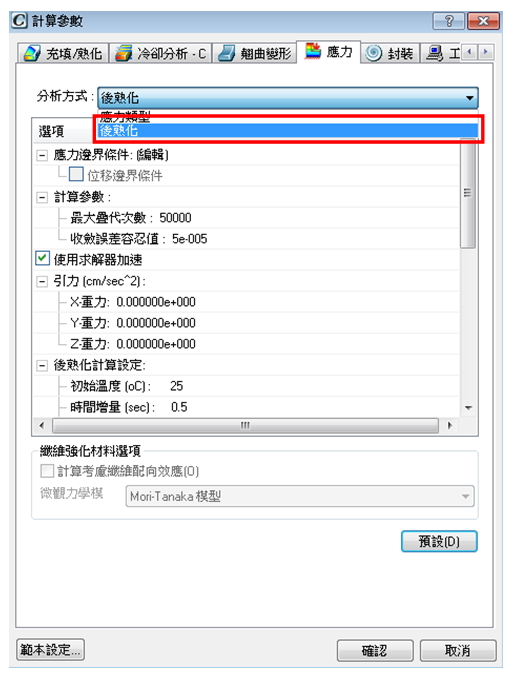
 並執行應力分析。
並執行應力分析。











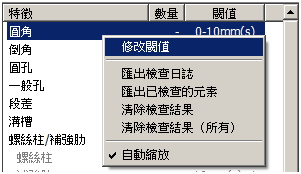

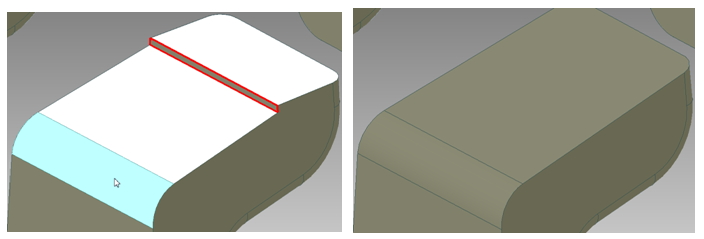
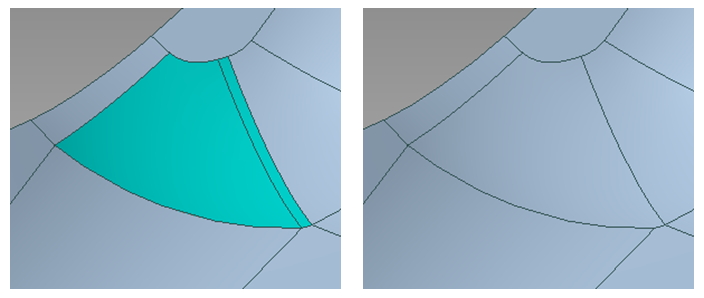
 以檢查此閾值以下的段差。使用放大目前目標
以檢查此閾值以下的段差。使用放大目前目標  可檢視當前的段差;點選編輯工具下的移除台階
可檢視當前的段差;點選編輯工具下的移除台階  則可移除單一台階,並選擇鄰近的一個面進行擬合。
則可移除單一台階,並選擇鄰近的一個面進行擬合。